

Existe un sin número de aplicaciones que requieren sellar un eje rotativo. (bombas industriales, tanques mezcladores, ejes de embarcaciones, etc.). En ellas se repite la misma situación: de un lado de la carcasa tenemos un líquido o gas con sus características de presión o vacío y temperatura, del otro debemos controlar la fuga. Para ello tenemos diversas soluciones donde por sus costos, durabilidad y simplicidad en la aplicación resalta el sello mecánico.
TIPOS DE CIERRE
El sistema de sellado es de suma importancia en la confiabilidad de la máquina rotativa. Con frecuencia se desatiende y se deja para la última etapa del diseño. Si su funcionamiento es correcto, el sello pasará inadvertido. En el instante que comience a perder, su importancia se vuelve evidente. El presente artículo recorre diversas tecnologías de sellado de productos líquidos, centrándonos en el sello mecánico.
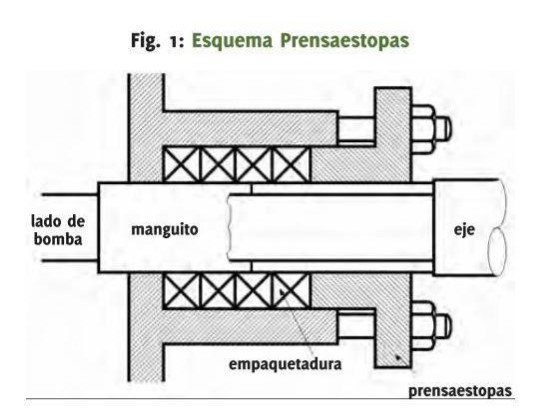
EMPAQUETADURA
Tradicionalmente el elemento de sellado ha sido la empaquetadura, un sello tipo radial que consiste en uno o más anillos dispuestos dentro de la caja de sellado y comprimidos por una brida. El pequeño espacio cilíndrico que se forma entre los diámetros internos de la empaquetadura y el eje, se llena y lubrica con el producto mismo a sellar o bien con un producto externo y compatible. Aparece un gradiente de presión, desde la presión del producto sellado a la presión atmosférica. La ventaja de la empaquetadura es su bajo costo, lo sencillo de su instalación y lo difundido que se encuentra este sistema. Entre las desventajas más importantes, está el hecho que desgasta el eje, y la pérdida constante en forma de goteo, que por un lado permite lubricar la empaquetadura pero por el otro termina siendo tediosa, sucia, y en ciertos casos prohibitiva.
RETENES
Otro sistema de sellado muy difundido en ciertas aplicaciones son los retenes. El retén provee un sellamiento radial pero también axial. El labio de sellado fabricado en algún tipo de elastómero es empujado en forma radial por un resorte de tensión. Los retenes se utilizan en aplicaciones de baja presión y temperatura y requieren productos como agua o aceites, para lubricar y enfriar.
ACOPLE MAGNÉTICO
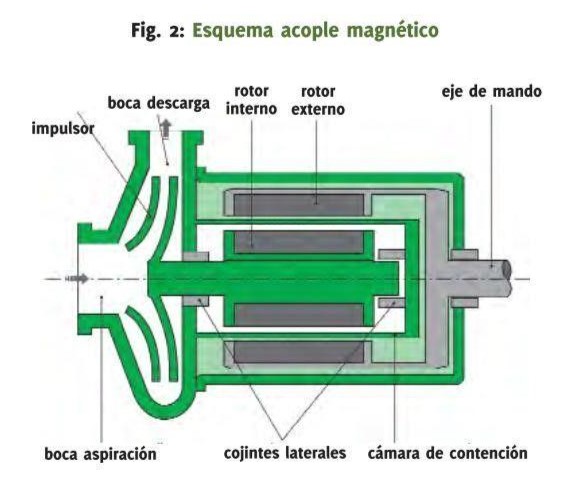
Otra alternativa para sellar un eje es mediante un acople magnético. Básicamente se divide el eje en dos secciones, y se utilizan imanes para transmitir la potencia mecánica entre ambas partes. El fluido a sellar es contenido herméticamente dentro de la máquina mediante una carcasa que permite el paso del flujo magnético. Este tipo de sellado es técnicamente más sofisticado y por ende más costoso, pero provee un sellado absoluto, muy silencioso y en condiciones de trabajo normales, un costo a lo largo del ciclo de vida de la máquina más económico que con el sello mecánico tradicional.
SELLO MECÁNICO
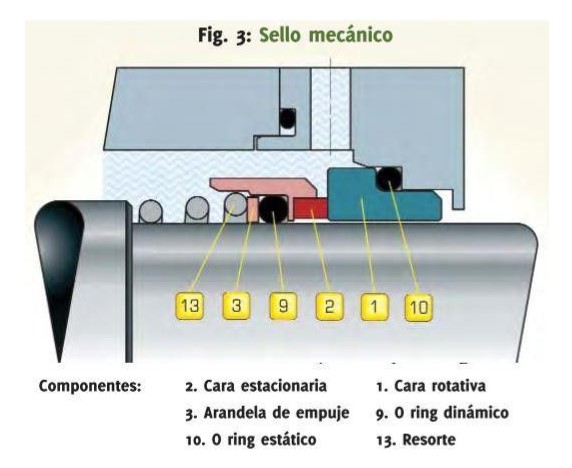
El sello mecánico consiste esencialmente de dos caras anulares rotantes que mantienen contacto permanente gracias a la acción de dos fuerzas combinadas: fuerza mecánica generada por algún tipo de elemento de empuje y fuerza hidráulica generada por la presión misma del fluido a sellar.
Una de las caras rotantes se denomina cara rotativa, y gira en forma solidaria al eje. La otra es la cara estacionaria, está fija a la máquina.
El fluido a sellar forma una micropelícula de lubricación que fluye constantemente entre ambas caras. La presión a sellar se reduce linealmente a través de la superficie de rozamiento.
En aplicaciones comunes, encontramos que la fuerza mecánica se genera con alguno de los diferentes métodos:
- Resorte ondulado o ballesta
- Mono resorte
- Multiresorte
- Fuelles metálicos o elastoméricos (sellos de fuelle).
La cara rotativa y la estacionaria son parte de lo que usualmente se denomina sello primario. Las uniones entre dichas caras y los elementos de la máquina (eje y carcasa) son sellados mediante sellos “secundarios”. Por lo general el sello secundario lo forman elastómeros de sección circular, denominados O’rings que también sirven como elementos de ajuste y centrado del sello.
Sello primario – Materiales
Los materiales de las caras del sello deben cumplir las siguientes características:
- Bajo coeficiente de rozamiento
- Suficiente dureza para soportar la abrasión y desgaste
- Alta conductividad térmica para evacuar el calor generado en la fricción
- Bajo coeficiente de expansión térmica para reducir esfuerzos mecánicos.
Entre los materiales más utilizados encontramos carbones, metales, carburos y cerámicas.
El carbón impregnado en resinas se utiliza extensamente en aplicaciones químicas. Mientras que el carbón impregnado con metales tiene mayor dureza y se encuentra en aplicaciones mecánicamente más exigentes o de mayores temperaturas. Una característica del carbón es que se adapta rápidamente a la contra cara, eliminando pequeñas diferencias de alineación.
Los metales más comunes de encontrar son derivados del Cromo Molibdeno y Stellite, una aleación del cobalto, cromo y tungsteno. La stellite aportada sobre inoxidable por ejemplo, logra superficies duras, resistentes a la abrasión y golpes térmicos a costo reducido.
Los derivados del Cromo Molibdeno son piezas duras resistentes a la corrosión. Su ventaja respecto a la stellite es que son piezas homogéneas (no aportes o recubrimientos) que logran mejor comportamiento en la expansión térmica.
Entre los carburos más destacados tenemos el Carburo de tungsteno (TC) y el de Silicio (SIC). El TC es un sinterizado de cristales de carburo de tungsteno sobre una matriz de níquel o cobalto. Es altamente resistente a la abrasión, tiene buena estabilidad térmica y mala capacidad de trabajo en condiciones de poca lubricación. Su aplicación también se ve limitada cuando el producto es ácido, con PH de 6 o superiores. El SIC por sinterizado directo a 2200 grados es casi tan duro como el diamante. El material no contiene cristales libres y químicamente resiste cualquier tipo de fluido en la escala completa de PH. El SIC por aglomeración, el otro método de fabricación, deja un 10% de los cristales de silicio libres. El resultado es el material duro que mejor soporta la fricción, sin embargo, no se recomienda su uso con alcalinos, de PH 10 o superior. Las cerámicas más utilizadas son óxido de aluminio. Resistentes al desgaste y al ataque químico. Su principal desventaja es su fragilidad y baja conductividad térmica.

Sello secundario – Materiales
Existe una amplia gama de elastómeros que pueden emplearse para fabricar los elementos de sellado secundario. La geometría más común utilizada en sellos mecánicos es la de sección circular u O’rings.
Los elastómeros más empleados son:
- Monómero de etileno propileno dieno (EPDM, -540C hasta 1490C)
- Nitrilo (NBR, por ejemplo Perbunan®, -540C hasta 1210C)
- Fluorocarbon (FPM, por ejemplo Viton®, -300C hasta 2040C)
- Perfluorocarbon (FFKM, por ejemplo Kalrez®, -200C hasta 3160C)
No elastoméricos:
-Poli tetra fluoro etileno (PTFE, por ejemplo Teflon®) de excelente resistencia -Química (-1850C hasta 2500C) – grafito puro (por ejemplo Statotherm®) de excelente resistencia térmica (hasta 4000C)
Sello secundario: ¿estático o dinámico?
Otra división muy común dentro de los sellos mecánicos, se refiere al comportamiento del sello secundario respecto a su grado de libertad sobre el eje. Encontramos por un lado sellos “pusher” o dinámicos y por el otro “non-pusher” o con fuelle.
Los sellos “pusher” son aquellos donde el O’rings se mueve a lo largo del eje para recuperar la tensión entre las caras rotativas –dinámicos–, o bien para adaptarse a las vibraciones, o movimientos axiales que pueda tener el eje. El movimiento lo impone la fuerza ejercida por uno o más resortes.
En los sellos “non pusher”, el sello secundario no se mueve respecto al eje –estáticos–, está siempre en la misma posición. Lo que sí se mueve para recuperar tensión, o absorber vibraciones, etc., es un fuelle que puede ser metálico, elastomérico o de PTFE (Teflón).

SELLOS BALANCEADOS Y NO BALANCEADOS
La fuerza hidráulica gobierna un parámetro importante, el “balancing ratio” o coeficiente de balance del sello. Es el cociente entre el área total donde se ejerce la presión del fluido a sellar y el área de contacto entre ambas caras rotantes del sello.
En condición despresurizada, el resorte mantiene en contacto ambas caras del sello. En condición dinámica, el fluido a sellar penetra entre las caras e intenta abrirlas. La presión del fluido es reducida linealmente en la superficie de contacto hasta, usualmente, la presión atmosférica.
La fuerza de cierre que actúa sobre las caras de sello, es la suma de la fuerza del resorte (o resortes) y de la fuerza hidráulica generada por el fluido mismo. La fuerza de cierre es contrariada por una fuerza de apertura que actúa entre las caras del sello. En presiones de 20 bar o superiores, la fuerza hidráulica es tan grande que la película de líquido entre las caras del sello no llega a establecerse nunca, generando trabajo en seco y desgaste prematuro.
Esto se soluciona reduciendo al área sobre la cual actúa la presión del producto sellado en relación al área de contacto de las caras. El factor de empuje se define como la relación entre el área hidráulica y el área de contacto de las caras.
En el rango de presiones bajas a medias, podemos utilizar sellos no balanceados, con factor de empuje cercano o levemente superior a 1 (uno). Para presiones altas, debemos asegurarnos que se establezca la película de líquido entre las caras del sello. Usamos entonces un sello balanceado, con factor de empuje menor a uno. Fuente guiadebombas.com
SEGUIR LEYENDO: Sellos Mecánicos – Especificaciones 2








